1. सामग्री
मुख्य सामग्री: EPS + Foaming एजेन्ट + ज्वाला retardant (ग्राहक आवश्यकता अनुसार)
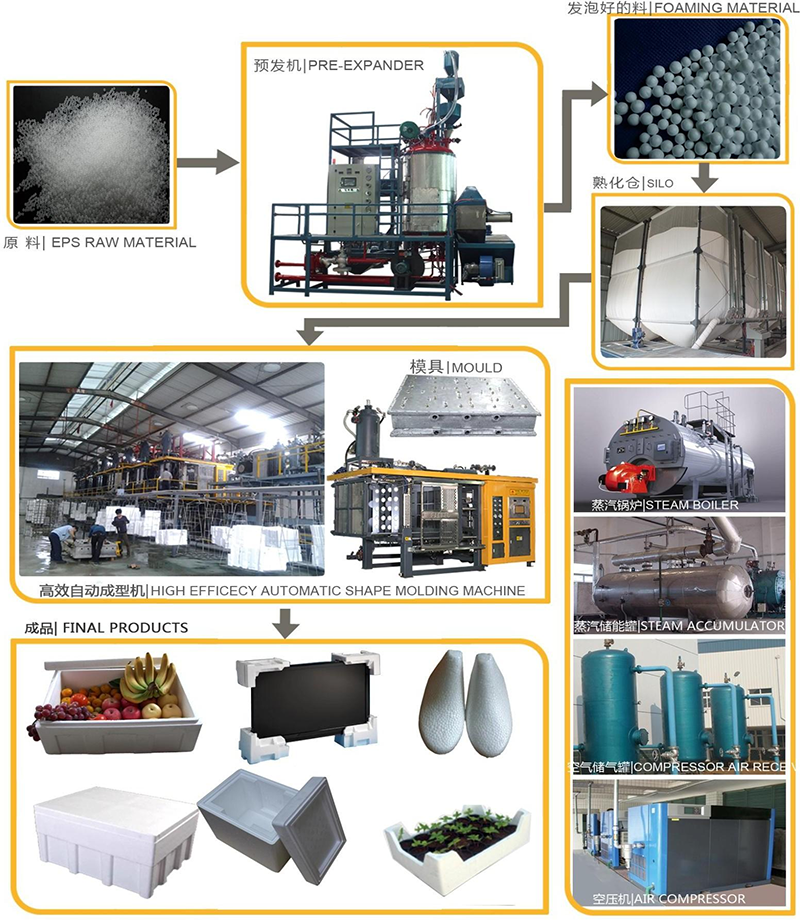
2. प्रक्रिया परिचय
A. पोउरिङ र फोमिङ: फोमिङ एजेन्ट (पेन्टेन) भएको मोतीको कच्चा माल हपरमा राख्नुहोस् र स्वचालित रूपमा स्वचालित ब्याच प्रि-फोमिङ मेसिनमा फिड गर्नुहोस्। यस प्रक्रियाको क्रममा, फोमिङ एजेन्ट युक्त पोलिमर कणहरू स्टीम तताउने अन्तर्गत नरम हुन्छन्, फोमिङ तापमान लगभग 100 डिग्री सेल्सियस हुन्छ, र फोमिङ एजेन्ट वाष्पशील हुन्छ। परिणाम प्रत्येक मनका भित्र विस्तार हो, धेरै कोशिकाहरू बनाउँछ। र विच्छेदित कक्षहरू बनाउनुहोस्, यस प्रक्रियामा, मोतीहरू फैलिएको र मुक्त-बहिने अवस्था रहनुपर्छ।
B. Drying: मोतीहरू फोम फ्लुइडाइज्ड सुकाउने ओछ्यान मार्फत सुकाइन्छ, र तापमान लगभग 50 ° C मा नियन्त्रण गरिन्छ।
C.Curing: सुक्खा कच्चा पदार्थहरू प्रेरित ड्राफ्ट फ्यानद्वारा क्युरिङ साइलोमा ल्याइन्छ, र सेल्फ-हिटिंग क्युरिङ करिब ६ घण्टाको हुन्छ। उपचार समय बाहिरी तापमान अनुसार ठीकसँग समायोजन गरिएको छ। रिबाउन्डिंग, हावा सेल झिल्ली मार्फत कोशिकाको भित्री भागमा प्रवेश गर्दछ, जसले गर्दा कोशिकाको दबाब बाहिरी दबाबसँग सन्तुलित हुन्छ। यसले पूर्व-कपाल मोती लोचदार बनाउनेछ।
D. इन्जेक्सन मोल्डिङ: पूर्व-सञ्चालित मोतीहरू भापद्वारा तताइन्छ, र दबाब उत्पन्न गर्न तातिएपछि विस्तार हुनेछ। यस समयमा, पोलिमर नरम हुन्छ र फेरि विस्तार हुन्छ, र फोम गरिएको प्लास्टिक उत्पादन बनाउनको लागि पूरै ब्लक बनाउनको लागि मोतीहरू बीचको खाली ठाउँ भर्छ।
E.Cooling र demoulding: यो भ्याकुम वा फ्यान द्वारा आकारको हुन्छ
चिसो, र आकार दिएपछि, कम्प्रेस्ड हावाको प्रभाव बल उत्पादनलाई राम्रो डिमोल्ड बनाउन प्रयोग गरिन्छ। बाहिर निकालेपछि, प्लेटको वजन प्रदर्शित हुन्छ, र प्लेटलाई फोर्कलिफ्टद्वारा क्युरिङ वेयरहाउसमा लैजान सकिन्छ वा कन्वेयर बेल्टद्वारा क्युरिङ गोदाममा सिधै पठाउन सकिन्छ।
F.Aging: उपचार समयको एक हप्ता पछि, ठूलो प्लेट भित्र कणहरू स्थिर हुन्छन्, र ग्राहक द्वारा आवश्यक आकार अनुसार काट्न सकिन्छ, र ठीक प्लेटको आकार परिवर्तन हुनेछैन।
G.Cut
कम्प्युटरले स्वचालित रूपमा तार, उच्च काट्ने शुद्धता समायोजन गर्दछ
उच्च काटन दक्षता संग बेन्जिन बोर्ड को कम्पन काटन
स्वचालन र उच्च उत्पादन दक्षता को उच्च डिग्री
पोस्ट समय: डिसेम्बर-29-2023